
It’s not just on the machine, software is Critical to Successful AM Builds
By: Blake Perez, Senior Application Engineer, nTopology
The adoption of Additive Manufacturing (AM) for production and end-use components is rapidly on the rise. Machines are more capable than ever to repeatably produce quality parts that leverage the innovative complexity promised by the industry. However, the digital journey from idea to manufactured goods is not as smooth or as potentially profitable as it could be.
AM equipment OEMs, AM-enabled job shops, and service bureaus spend considerable time building AM competencies among new operators and they have all encountered a universal truth: there remain significant roadblocks to overcome to manufacture the topologically optimized, geometrically complex, and organically structured dreams of designers.
Traditionally, a designer relies on the manufacturing expertise of a machinist to translate the designer’s drawings into manufacturing-ready toolpaths. Because additive manufacturing relies directly on a digital model of a component’s geometry for manufacturing, this translation, from concept to manufacture, becomes a software problem and shifts the onus of manufacturing-readiness towards the designer and their digital toolset.
Taking a product from conceptual design to a final part that is suitable for AM is a multi-step process being tackled by a variety of commercial software companies. An underlying challenge here is the issue of software interoperability, which is said to cost the automotive industry alone some $2 billion a year or more. A platform-based workflow, illustrated later in this article, presents a novel, field-driven design approach founded on implicit modeling that automatically overcomes many of the bottlenecks that arise as engineers struggle to design for AM.
Even with a final design in hand, there remains the fundamental challenge of translating the design into a manufacturing format that can be seamlessly read and executed by a 3D printer. As a 2019 article in Forbes notes, “Software is the key enabler of 3D printing”—and nowhere is this more true than when manufacturing instructions are sent to the machine. Recently, software has advanced in order to enable design freedom and workflows that fully leverage the promising economics of AM.
The AM industry talks about Design for Additive Manufacturing (DfAM) as if it’s an established path to perfection. But more often than not, DfAM is left as an afterthought of engineering design. As an afterthought, there are only low-level changes that are possible, such as enabling self-supporting features or adding sacrificial volumes that can be machined away for dimensionally critical features.
Other design alterations necessary to fully leverage the capabilities of additive manufacturing involve model changes that require related and/or dependent features to be reworked in a time-consuming iteration loop. The non-value-added time of manual rework is largely the result of an ad-hoc collection of point-solutions for AM that address these aforementioned challenges individually. Often, discrete software packages are used to solve these individual problems and a file must be again translated through each piece of software when a design is modified.
A typical workflow when designing for AM begins with a conceptual design represented in CAD software. Moving from conceptual to detailed design may involve topology optimization as well as integrated simulation tools that can predict the part-model’s integrity and performance while considering stress, thermal, fatigue, vibration, and other multi-physics performance parameters.
While the usual goal of topology optimization is to identify an optimal shape, the raw result is typically some inspirational representation and not a definitive geometry ready for verification or manufacturing. It’s at this point an engineer must usually intervene to manually reconstruct a geometric shape, which can be a major bottleneck in the workflow. Subsequent changes to the part’s final geometry will require further revisions and iterating back through any of these stages has an associated cost due to the rework required to adapt the models at each step of the process.
Moving forward, preparing the final digital geometry into a print-ready configuration involves several additional steps. The digital geometry needs to be converted to STL, 3MF, or another mesh file format for build preparation, positioning, scale, and orientation—as well as special structure generation for lattices, foams, and metamaterials. Contour layers, or CLI and CLF files, must then be generated to enable the necessary part slicing required by a 3D printer. Process parameters to infill these contours must then be assigned. In addition, based on the specific AM machine and material that is used to print the final part, beam power, scan speeds, or other parameters will need to be considered.
These complexities are overcome by recent software advances that provide a more agile DfAM development framework, based on implicit modeling, in which changes to a design compile and rebuild automatically. Additionally, implicit geometric models are built on a common language in engineering—fields. Fields can represent shape information, empirical and simulated physics phenomenon, manufacturing data, and act as a unifying language connecting knowledge between these otherwise disjointed disciplines. A single data platform can then replace multiple and fragmented streams of engineering knowledge, consolidating a wide variety of file types using fields to drive the implicit geometry. This single platform removes the traditional barriers to iteration and innovation, and connects design and manufacturing in a way that enables DfAM in a seamless fashion.
Let’s see what a DfAM workflow on this new type of platform might look like for an engineered part. The design opportunity here is to lightweight and additively manufacture a rocket fuel nozzle.
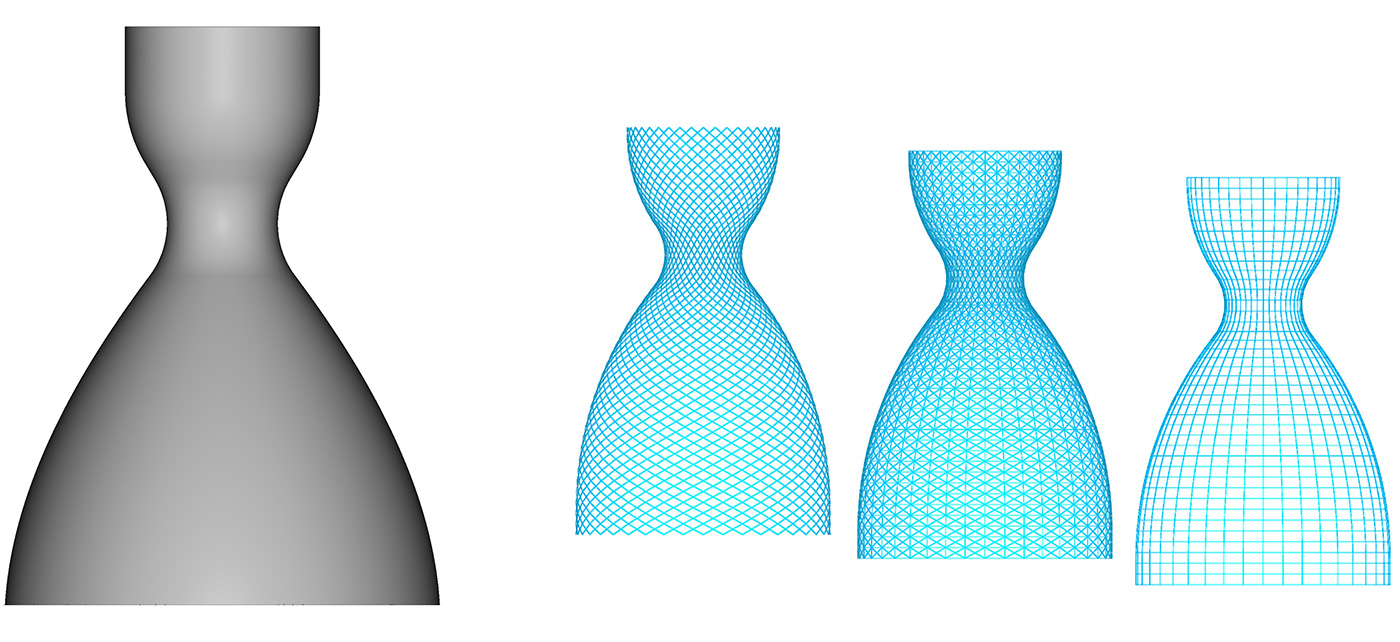
Image 1a and b. A rocket nozzle profile (left) can be created in virtually any 3D modeling tool and subsequently converted into an implicit model. Options for internal ribbing structures (right) are generated using the platform.
The workflow starts with the initial bulk model geometry [Image 1a]. In order to lightweight this part, various ribbing configurations are explored within the software platform’s latticing tools [Image 1b]. Each rib geometry is thickened and joined to the original model, according to the part’s strength requirements.
![]()
Image 2. Enlarged detail shows edge blending made possible by distance fields based on implicit modeling.
A common problem with additively manufactured cellular structures is delamination between the cellular structure and skin due to stress concentrations. To mitigate this, a rule is created to blend the ribs into the skin smoothly. Boundary representative (BREP) CAD tools let designers select or alter each layer or edge. This can be tedious and counter-productive, especially with complex geometries. With distance fields in implicit modeling, it is possible to create rules that modify multiple features, layer, edges, etc. both globally and robustly, even if upstream design changes are made [Image 2].
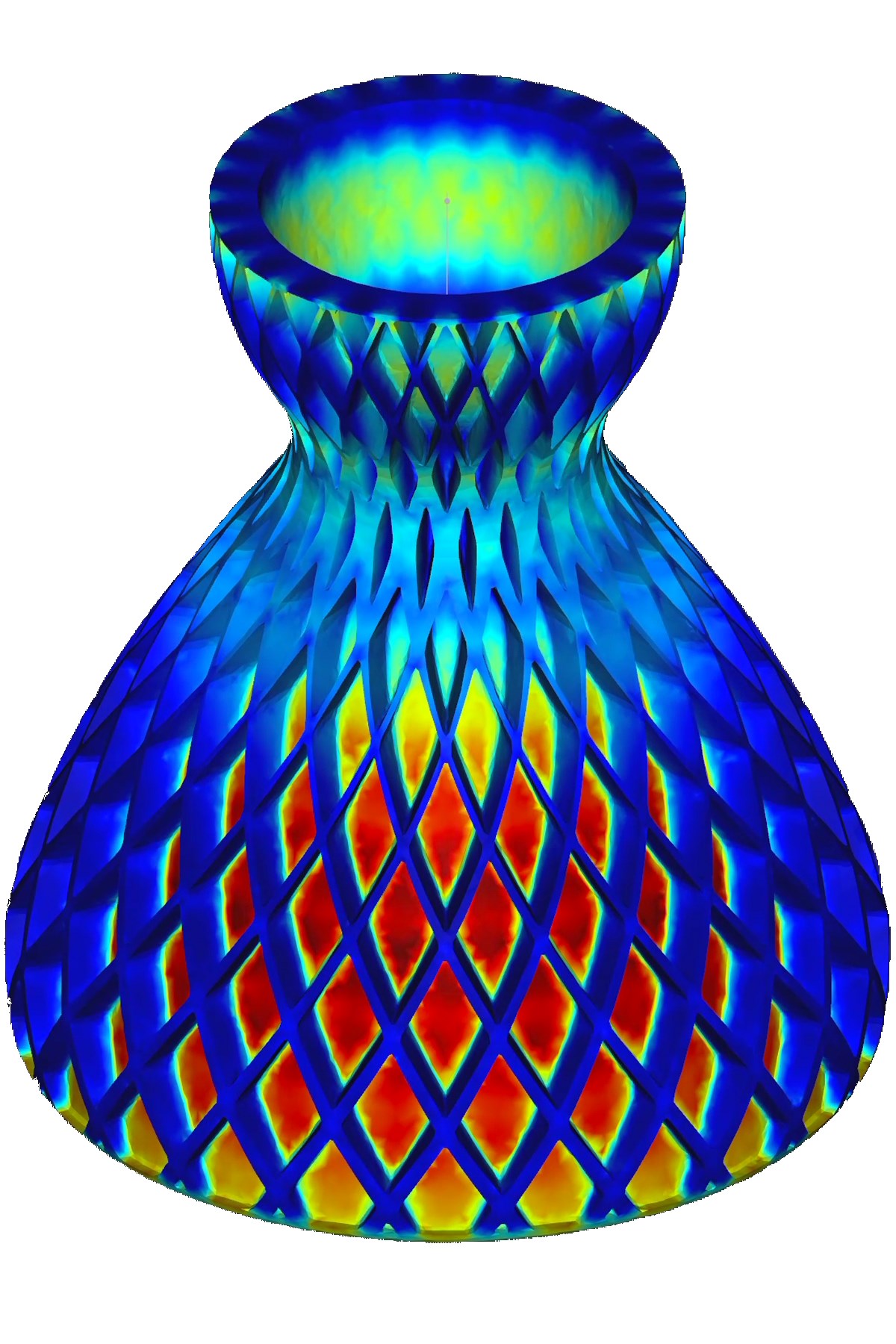
Image 3. Stress values from simulation are used to drive rib thickness. Locations with higher stress values have thicker ribs.
With implicit modeling, we’re not just limited to simple distance fields to drive geometry. Any field can be used to intelligently drive the ribbing configuration. Examples of usable fields include stress, thermal, and fluid simulation data. You can practically drive geometry with any data you have. In the rocket nozzle example, we’re going to use Von Mises stress data to influence the thickness of the ribs [Image 3]. Where higher stress values exist, the ribs are made thicker to provide strength where it is needed. This design workflow is enabled by systems built on implicit modeling, as fields are the foundational language in which component data is represented here.
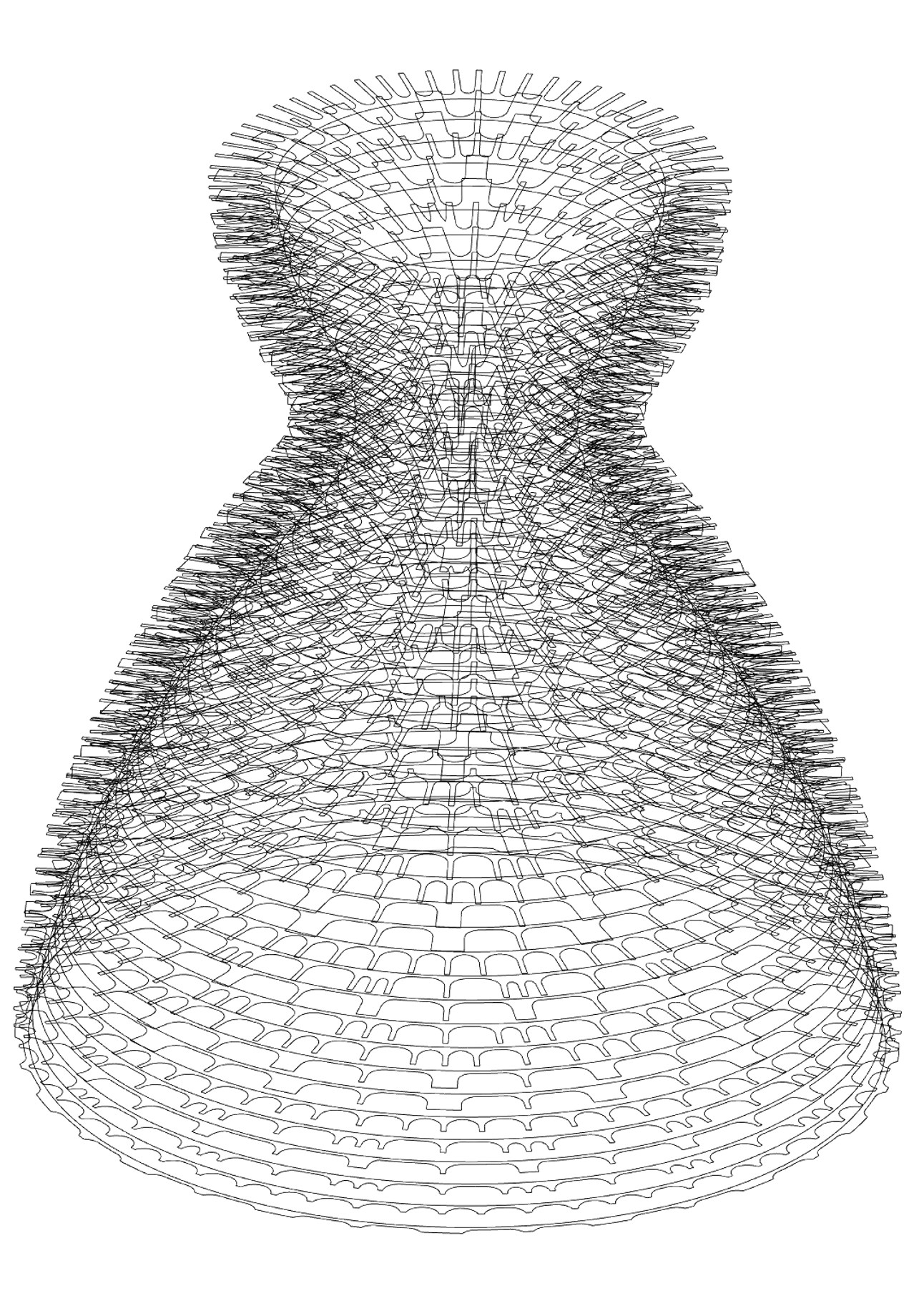
Image 4. Contour slices from an implicit platform can be sent directly to many metal 3D printers.
The final step in creating additive-manufacturing-ready models is to create contour slices that can be read by a 3D printer [Image 4]. A distance-field-based platform provides the freedom to generate and specify additive tool paths and scan patterns to deliver directly to machines without the use of intermediate STL files. STL files are triangular boundary meshes of a component’s geometry and are problematic as they can introduce integrity issues and become impractically large as model complexity increases. Eliminating them from the process by delivering print-ready slice data greatly improves process efficiency.
At this point, if it’s desired to go back to the beginning and change the rib type (as a result of new design parameters or additional simulation run results), not only can this be quickly executed using implicit geometry, but all other rules specified in the workflow will also automatically rebuild according to the new geometry. All thickness rules and blends will still apply to the new model without additional work. As before, the part will regenerate all the way to the contour slices specified in the initial workflow. This is the benefit of designing with the implicit data structure —rebuilds are fast, robust, and do not fail. [Image 5].
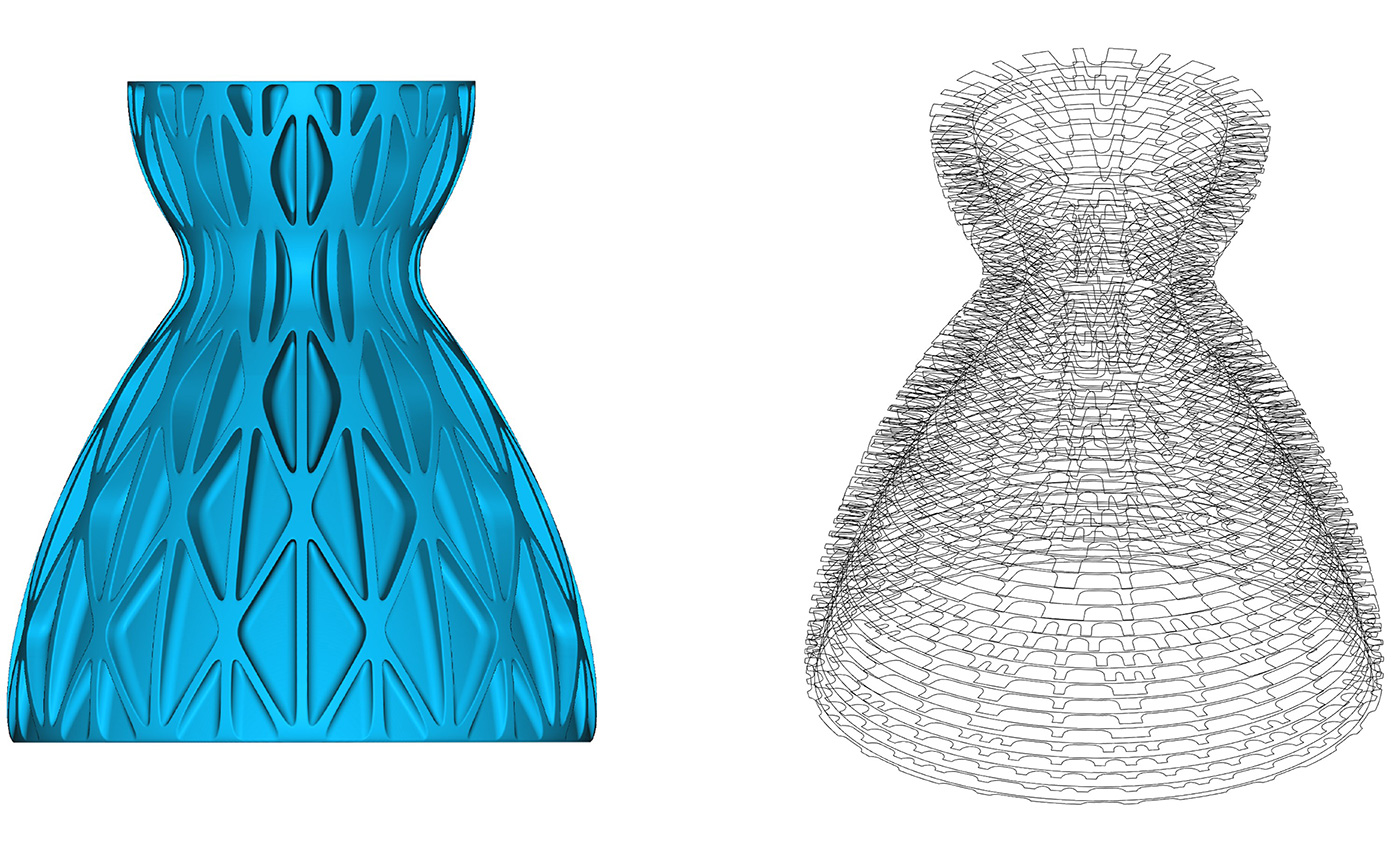
Image 5a and b. Left: Modified parameters include thickness and quantity of ribbing. Right: Updated contour slices in the final model, ready to be sent to the 3D printer.
In this workflow, we showed constant progress towards an additively manufacturable part while still being able to iterate and make design changes that rebuild back to where we left off.
Streamlining the engineering design process in this new way enables robust rebuilding after changes to a design at any point. This ability is largely enabled by advanced software that provides field-driven design based on implicit modeling technology. Users can make upstream design changes that rebuild all the way down the design chain. They can also configure orientation and supports to export slices to send directly to a machine without the need for STL files. Any upstream design changes will recompile all the way back to that point automatically. Not only does this save time for design engineers, but this also removes the barriers to design revisions and iterations. The result is a smooth path from initial design to 3D printing equipment that takes less time to execute and ensures that design intent is realized in the performance of the manufactured product.